
産品名稱:汽車沖壓件(jiàn)C柱總成檢具
加工(gōng)方式:CNC加工(gōng)、焊接
加工(gōng)材料:鋼、鋁
表面處理:熱處理、噴漆
制作周期:30天
産品中心
PRODUCT CENTER
汽車的A、B、C柱的作用是連接車體和車頂,有增強和加固車身強度的作用。汽車的A柱在發動機(jī)艙和駕駛艙之間,左右後視鏡的上(shàng)方,B柱在駕駛艙的前座和後座之間,從(cóng)車頂延伸到(dào)車底部,C柱在後坐頭枕的兩側。ABC柱不僅僅是撐起駕駛艙車頂的金屬柱子,而且對駕駛艙内的成員(yuán)有重要的保護作用,在車輛發生(shēng)翻滾或傾覆的時候,ABC柱能(néng)夠有效避免駕駛艙被擠壓變形,所以,ABC柱的強度對車内的生(shēng)命來說有重要意義。ABC柱也是一(yī)些裝置的“必經之路(lù)”比如部分電(diàn)器(qì)線路(lù)、安全帶(B柱)、照(zhào)明音(yīn)響裝置,甚至安全氣囊都可以安置在上(shàng)面。
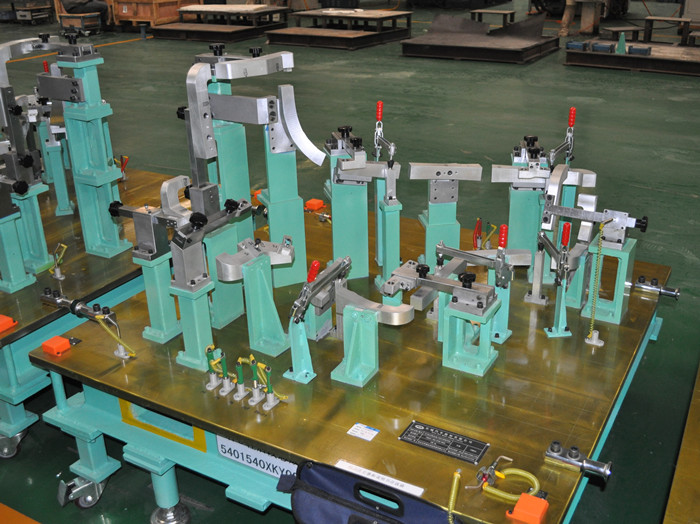
汽車右C柱總成檢具是檢測汽車C柱外形的檢具分為(wèi)前段C柱總成檢具和後段C柱總成檢具,檢具的骨架和底座支架由鋼材焊接裝配而成,檢測塊采用鋁材CNC加工(gōng)而成。北(běi)京京科加工(gōng)實力雄厚,配備了行程為(wèi)4000*2500*1500mm、2200*1600*1200mm的大型龍門(mén)加工(gōng)中心,瑞士進口米克朗高(gāo)速機(jī)1台(精度可達0.02mm),1000*600*700mm台灣友(yǒu)嘉加中心3台,精雕機(jī)8台,以及車、銑、磨、線切割、焊接等輔助設備。





電(diàn)話:+86 (10) 80100038 轉 8020
京科大京科技(jì)術(shù)有限公司")
京科大京科技(jì)術(shù)有限公司")
Copyright © 2019 北(běi)京科大京科技(jì)術(shù)有限公司 版權所有